Stainless Steel Vacuum Insulated Container
1 Scope
This document specifies the classification and specifications of stainless steel vacuum heat preservation containers, requirements, test methods, inspection rules, marking, labeling, instructions for use and packaging, transportation and storage.
This document applies to stainless steel vacuum heat preservation containers for daily use in contact with food.
2 Normative references
The contents of the following documents constitute the essential provisions of this document through normative references in the text. Among them, for the cited documents with date, only the version corresponding to the date is applicable to this document; for the cited documents without date, the latest version (including all amendment sheets) is applicable to this document.
GB/T 191 Graphical symbols for packaging, storage and transportation
GB/T 223.4 Iron and steel and alloys Measurement of manganese content Potentiometric or visual titrimetric methods
GB/T 223.5 Iron and steel Determination of acid-soluble silicon and total silicon Reduced silicon molybdate spectrophotometry
GB/T 223.11 Iron and steel Measurement of chromium content Visual or potentiometric titration
GB/T 223.18 Iron and steel and alloys Determination of copper by separation of sodium thiosulfate and iodometric method
GB/T 223.19 Methods of chemical analysis of iron and steel and alloys Determination of copper by extraction photometric method with trichloromethane
GB/T 223.23 Iron and steel and alloys Determination of nickel content Butanedione oxime spectrophotometry
GB/T 223.25
Methods of chemical analysis of iron, steel and alloys Determination of nickel by gravimetric method with butanedione oxime
GB/T 223.28
Methods of chemical analysis of iron, steel and alloys Determination of molybdenum by gravimetric method with a-benzoin oxime
GB/T 223.37 Methods of chemical analysis of iron and steel and alloys Determination of nitrogen by distillation separation-indophenol blue photometric method
GB/T 223.59 Iron and steel and alloys Determination of phosphorus content Bismuth phosphorus-molybdenum blue spectrophotometry and antimony phosphorus-molybdenum blue spectrophotometry
GB/T 223.63 Iron and steel and alloys Determination of manganese by sodium (potassium) periodate photometric method
GB/T 223.85 Iron and steel and alloys Determination of sulfur content Infrared absorption method after induction furnace combustion
GB/T 223.86 Iron and steel and alloys Determination of total carbon content Infrared absorption method after induction furnace combustion
GB/T 2828.1 Counting sampling test procedure Part 1: Lot-by-lot inspection sampling plan retrieved according to Accepted Quality Limit (AQL)
GB / T 2829 cycle test counting sampling procedures and tables (applicable to the process stability of the test) GB / T 3280 stainless steel cold-rolled steel plates and strips
GB / T 6388 Transportation packaging receipt and shipment marking
GB/T 6543 Single-corrugated boxes and double-corrugated boxes for transportation packaging
GB/T 20878 Stainless steel and heat-resistant steel grades and chemical compositions
3 Terms and definitions
The following terms and definitions apply to this document.
3.1
stainless steel vacuum container
Used to contain drinking water, beverages and food, the main body (3.2) using stainless steel material processing and molding and has a vacuum heat preservation function of the container.
3.2
body
The vacuum construction part of the product, composed of inner liner (3.3) and outer shell (3.4).
3.3
inner
The inner part of the product body that is in direct contact with the food.
3.4
exterior
The outer part of the product body that connects the inner liner.
3.5
inner stopper
Independent of the lid, used to seal the mouth of the appliance, with the function of water blocking (control), heat preservation.
3.6
capacity
The product body is filled with water, the actual loading volume of water.
3.7 nominal capacity
nominal capacity The volume indicated on the product or package.
3.8
stainless steel vacuum flask (bottle, pot)
Used to store hot and cold water, beverages and other liquids (food), with insulation function of stainless steel vacuum insulation container.
3.9
stainless steel vacuum air pot
Used to store hot and cold water, with air pressure out of the stainless steel vacuum insulation container.
3.10 stainless steel vacuum food container
stainless steel vacuum food container
Stainless steel vacuum food container used for storing food such as rice, vegetables, soup, etc., with inner box.
3.11 stainless steel vacuum thermal cooking pot
stainless steel vacuum thermal cooking pot used for simmering food, the inner pot can be removed to heat the stainless steel vacuum insulation container.
3.12 stainless steel vacuum parts
stainless steel vacuum parts
Daily appliances in contact with food non-independent use of stainless steel vacuum construction part, by the inner liner and shell and other components.
4 classification and specifications
4.1 Classification
4.1.1 products by function and use are divided into: cups (bottles, jugs), air pressure pots, lunch boxes, casseroles, components, other categories.
Note: See Appendix A for product structure type and part name.
4.1.2 Product sealing form is divided into: with internal plug, no internal plug.
4.2 Specifications
Product specifications expressed in nominal volume, the unit is liters (L) or milliliters (mL).
5 Requirements
5.1 General
The relevant requirement items of the product shall be in accordance with Table 1.
Table 1 Requirement items for products
| term | Items | Cups (bottles, jugs) | Pneumatic pots | Lunch boxes | Casseroles | Components | Others |
|---|---|---|---|---|---|---|---|
| 5.2 | Stainless steel material | ● | ● | ● | ● | ● | ● |
| 5.3 | Volume deviation | ● | ● | ● | ● | ○ | ● |
| 5.4 | Insulation efficiency | ● | ● | ● | ● | ● | ● |
| 5.5 | Stability | ○ | ● | ● | ● | ○ | ○ |
| 5.6 | Impact resistance | ● | ● | ● | ○ | ○ | ○ |
| 5.7 | Sealability | ● | ○ | ○ | ○ | ○ | ○ |
| 5.8 | Sealing parts and hot water odor | ● | ● | ● | ● | ○ | ● |
| 5.9 | Hot water resistance of rubber parts | ● | ● | ● | ● | ○ | ● |
| 5.10 | Strength of Handle and Carrying Ring Installation | ● | ● | ● | ● | ○ | ● |
| 5.11 | Strength of straps and harnesses | ● | ○ | ● | ○ | ○ | ● |
| 5.12 | Coating adhesion | ● | ● | ● | ● | ○ | ● |
| 5.13 | Adhesion of printed characters and patterns on surfaces | ● | ● | ● | ● | ○ | ● |
| 5.14 | Strength of sealing cap (plug) screwing | ● | ○ | ● | ○ | ○ | ○ |
| 5.15 | Usability | ● | ● | ● | ● | ○ | ● |
| 5.16 | Appearance | ● | ● | ● | ● | ● | ● |
| Notice: “● ” means mandatory items, “○” means optional items. | |||||||
5.2 Stainless steel materials
5.2.1 Inner liner and accessory materials
Liner and stainless steel accessories in direct contact with food should be selected GB / T3280 in the provisions of the 12Cr18Ni9, 06Cr19Ni10 grade stainless steel materials, or the use of corrosion resistance is not less than the above specified grade of other stainless steel materials.
5.2.2 Shell materials
Shell should be selected GB / T 20878 austenitic stainless steel materials.
5.3 Volume deviation
5.4 Insulation efficiency
5.4.1 The level of insulation performance of the product is divided into five levels. I level is the highest, V level is the lowest, see Table 2.
Table 2 Insulation Efficiency Levels
| volume V/L | Insulation efficiency level | ||||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | Level 5 | |
| V<0.3 | ≥65 | ≥56 | ≥47 | ≥38 | ≥28 |
| 0.3≤V<0.4 | ≥69 | ≥62 | ≥53 | ≥42 | ≥31 |
| 0.4≤V<0.6 | ≥73 | ≥66 | ≥58 | ≥44 | ≥33 |
| 0,6≤V<0.9 | ≥77 | ≥70 | ≥62 | ≥48 | ≥36 |
| 0.9≤V<1.2 | ≥80 | ≥73 | ≥66 | ≥54 | ≥40 |
| 1.2≤V<1.5 | ≥83 | ≥76 | ≥69 | ≥56 | ≥45 |
| 1.5≤V<2.0 | ≥84 | ≥79 | ≥71 | ≥57 | ≥47 |
| V≥2.0 | ≥85 | ≥80 | ≥73 | ≥58 | ≥50 |
5.4.2 The thermal insulation efficiency of the product shall be in accordance with Table 3.
Table 3 Insulation efficiency of products
| Category | Test Methods | Standard | |
|---|---|---|---|
| Cups (bottles, jugs) | with inner stopper | 6.4.1 | Not less than level 2 |
| Without inner stopper | 6.4.1 | Not less than level 5 | |
| Pneumatic pots | 6.4.1 | Not less than level 3 | |
| Lunchboxes and casseroles | 6.4.1 | Not less than grade 5 | |
| Others | Lid | 6.4.1 | Not less than level 5 |
| Without lid | 6.4.2 | ≤35℃ | |
| Components | 6.4.3 | ≤35℃ | |
5.4.3 Products which are explicitly designed to retain cold shall comply with the provisions of Table 4 after the test in 6.4.4.
Table 4 Insulation efficacy of cold-keeping products
| Nominal volumeV/L | V<0.4 | 0.4≤V<0.6 | 0.6≤V<0.9 | V≥0.9 |
|---|---|---|---|---|
| temperature standard/℃ | ≤13 | ≤11 | ≤10 | ≤9 |
5.5 Stability
The product should not be dumped after testing in accordance with 6.5.
5.6 Impact resistance
After the product is tested according to 6.6, it should be free of cracks and breakage, while the insulation efficiency should also comply with the provisions of 5.4.
5.7 Sealability
After testing according to 6.7, there should be no hot water leakage.
Note: The products sealed by non-threaded screwing structure shall not be required to be sealed.
5.8 Components for sealing and odor of hot water
After testing in accordance with 6.8, there shall be no obvious odor from the sealing parts and hot water.
5.9 Hot water resistance of rubber parts
After testing according to 6.9, the rubber parts shall not be sticky and shall have no obvious deformation in appearance.
5.10 Strength of handle and ring installation
After testing according to 6.10, there should be no damage to the handles and rings.
5.11 Strength of straps and harnesses
After the test according to 6.11, there should be no slipping or breaking of the back strap, sling and connection.
5.12 Coating adhesion
After testing according to 6.12, the coating shall retain more than 92 checkerboard grids.
5.13 Adhesion of printed words and patterns on surface
After testing according to 6.13, the printed characters and patterns shall not be detached.
5.14 Screwing strength of caps (plugs) for sealing
After testing according to 6.14, the cap (plug) shall not slip.
Note: The products sealed by non-threaded screwing structure shall not be required for screwing strength.
5.15 Performance
The movable parts of the product should be firmly installed, flexible and functional.
5.16 Appearance
5.16.1 The surface of the product should be clean and free from obvious scratches. Hand-accessible parts should be free of burrs.
5.16.2 Welded parts should be smooth and clean, without air holes, cracks and burrs.
5.16.3 Plating should not be exposed, peeling, rust.
5.16.4 Printed words and patterns should be clear and complete.
6 Test method
6.1 Test conditions
6.1.1 Test equipment and tools
Test equipment and tools, including:
a) Two pieces of 30mm thick rigid wooden boards;
b) One piece of non-slip flat wooden board;
c) One bracket for impact test;
d) One set of reflux condensation device;
(e) One thermometer with an accuracy class of 0.5;
(f) A surface thermometer of accuracy class 0.5;
(g) Accuracy level 3, 0N-m ~ 5N-m torque tester;
(h) An electronic scale with accuracy class 3;
6.1.2 Test environment temperature
Insulation efficiency test shall be conducted at (20±2)°C. Other test items shall be carried out under (23±2)°C if there is no special provision.
6.2 Stainless steel material test
Stainless steel material composition in accordance with the relevant national and industry standards for the test method. GB/T 223.4, GB/T 223.5, GB/T 223.11, GB/T 223.18, GB/T 223.19, GB/T 223.23, GB/T 223.25, GB/T 223.28, GB/T 223.37, GB/T 223.59, GB/T 223.63, GB/T 223.85, GB / T 223.86 method.
6.3 Volume deviation
Calculate according to the following steps.
a) Place the empty product body with lid (plug) on the electronic scale and weigh its mass as G1.
b) Fill the product body with room temperature water, close the original cover (plug) and weigh its mass as G2.
c) Calculate its volume V according to equation (1):
In the formula:
V-volume in liters (L);
G1-product quality in kilograms (kg);
G2-product with water mass, in kilograms (kg);
p-water density, take 1kg / L.
(d) and then calculate the deviation.
6.4 Insulation efficiency
6.4.1 product body open in the specified test environment temperature, placed more than 30min, filled with 96 ℃ above the water, in the product body of water temperature measured temperature reached (95 ± 1) ℃, close the original cover (plug), after 6h ± 5min, the determination of the product body of the temperature of the water.
6.4.2 The product body open mouth in the specified test environment temperature, placed for more than 30min, filled with 96 ℃ above the water, to be measured in the main body of the product water temperature reaches (95 ± 1)℃, and then left to stand for 10min, with a surface thermometer to test the temperature of the middle of the shell.
6.4.3 Stainless steel vacuum components open in the specified test environment temperature, placed more than 30min, filled with 96 ℃ above the water, to be measured in the body of the water temperature to reach (95 ± 1) ℃, and then static for 10min, with a surface thermometer to test the temperature in the middle of the shell.
Note: Can not directly load water stainless steel vacuum components, available cork or similar aids to assist the test.
6.4.4 product body open in the specified test environment temperature, placed more than 30min, filled with cold water below 4 ℃. In the main body of the product water temperature measured temperature reaches (4 ± 1) ℃, close the original cover (plug), after 6h ± 5min, to determine the temperature of the water in the main body of the product.
6.5 Stability
In normal use, the product is filled with water, static in 15 ° inclined non-slip straight board, observe whether the dumping.
6.6 Impact resistance
Carry out in accordance with Appendix B and then carry out the insulation effectiveness test in accordance with 6.4.
6.7 Sealability
In the main body of the product is filled with 50% of the volume of hot water above 90 ℃, sealed by the original cover (cold), the mouth upward, with a frequency of 1 time / s, 500mm amplitude, up and down 10 times, check for leaks.
6.8 Parts for sealing and hot water odor
Clean the product with warm water of 40℃~60℃, fill it with hot water of 90℃ or above, close the original cover (cold) and leave it for 30mins, then check whether there is any odor of the parts for sealing and hot water. In case of dispute, the same sensory judgment of at least 3 out of 5 inspectors shall prevail.
6.9 Thermal water resistance of rubber parts
Perform in accordance with Appendix C.
6.10 Strength of Handle and Carrying Ring Installation
Performed in accordance with Appendix D.
6.11 Strength of straps and harnesses
Performed in accordance with Appendix E.
6.12 Coating Adhesion
With a blade angle of 20 ° ~ 30 °, blade thickness of (0.43 ± 0.03) mm single-edged cutting tool (see Figure 1), the surface of the coating to be measured straight and uniform application of force, scratch the depth of the bottom of the 100 (10×10) 1m ㎡ checkerboard grids, and in the above stick 25mm wide, adhesion (10 ± 1) X / 25mm pressure-sensitive tape, and then with the surface at a right angle to the Then, the tape was removed with force at right angles to the surface, and the number of remaining checkerboard squares that had not been peeled off was counted.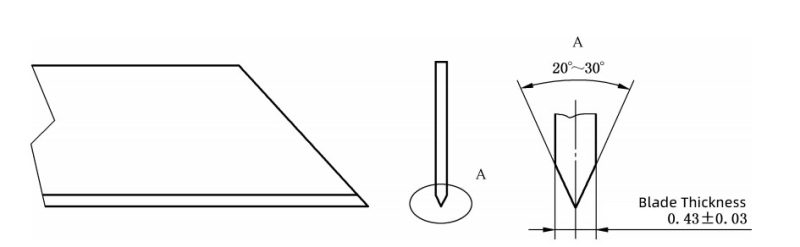
Fig. 1 Schematic diagram of single-edged cutting tool
6.13 Adhesion of Printed Text and Patterns on Surfaces
On top of the characters and patterns, stick a pressure-sensitive adhesive tape with a width of 25mm and an adhesive force of (1011) N/25mm, and then remove the tape with force in a direction at right angles to the surface, and check whether it has fallen off or not.
6.14 The screwing strength of the sealing cap (plug).
Tighten the cap (plug) by hand, then apply a torque of 3N-m to the cap (plug) and check the threads for slippage.
6.15 Performance
Check by manual and daily measurement.
6.16 Appearance
Hand touch, visual inspection.
7 Inspection rules
7.1 Inspection classification
Product inspection is divided into factory inspection and type inspection.
7.2 Factory inspection
Factory inspection in accordance with the provisions of GB / T 2828.1, the use of normal inspection of a sampling program, calculated on the basis of the number of defective products per 100 units of product. Factory inspection items, unqualified classification, inspection level (IL) and acceptance quality limit (AQL) should be consistent with the provisions of Table 5.
Table 5 Factory Inspection Items and Judgment
| serial number | Test Items | Failure Classification | Corresponding terms | Inspection Level (IL) | Acceptable Quality Limit (AQL) |
|---|---|---|---|---|---|
| 1 | Insulation efficiency | A | 5.4 | S-2 | 4.0 |
| 2 | Sealability | 5.7 | |||
| 3 | Sealing cap (plug) screw strength | 5.14 | |||
| 4 | Sealing parts and odor of hot water | B | 5.8 | S-2 | 6.5 |
| 5 | Coating adhesion | 5,12 | |||
| 6 | Adhesion of printed text and graphics on surfaces | 5.13 | |||
| 7 | Usability | 5.15 | |||
| 8 | Appearance | C | 5.16 | S-2 | 10 |
| 9 | Signs, labels, and instruction manuals | Chapter 8 |
7.3 Type test
7.3.1 Type inspection according to GB / T 2829, Table 6, item 1, “stainless steel materials” test items using discriminatory level I of a sampling program, Table 6, the other test items using discriminatory level of purpose of the secondary sampling program, according to the number of non-conforming products per 100 units of product calculation.
7.3.2 Product in one of the following cases, should be type inspection:
(a) new products or old products transferred to the production of trial production of stereotypes identification;
(b) After formal production such as structure, materials, processes have changed significantly, may affect product performance;
(c) normal production, every year for a type inspection;
(d) the product stops production for more than 6 months to resume production;
(e) The factory inspection results and the last type test when there are large differences;
(f) state regulatory agencies to carry out type inspection requirements.
7.3.3 Type inspection of the project, failure classification, discrimination level (DL), sample size, failure quality level (RQL) should be consistent with the provisions of Table 6.
Table 6 Type test items and judgment
| serial number | Inspection Program | Failure Category | Counterpart articles |
|---|---|---|---|
| 1 | Stainless steel material | A | 5.2 |
| 2 | Volume deviation | B | 5.3 |
| 3 | Insulation efficiency | 5.4 | |
| 4 | Stability | 5.5 | |
| 5 | Impact resistance | 5.6 | |
| 6 | Sealability | 5.7 | |
| 7 | Sealing parts and hot water odor | 5.8 | |
| 8 | Hot water resistance of rubber parts | 5.9 | |
| 9 | Strength of Handle and Carrying Ring Installation | 5.10 | |
| 10 | Strength of straps and harnesses | 5.11 | |
| 11 | Adhesion of printed characters and patterns on surfaces | 5.13 | |
| 12 | Performance in use | 5.15 | |
| 13 | Coating adhesion | C | 5.12 |
| 14 | Strength of sealing cap (plug) screwing | 5.14 | |
| 15 | Appearance | 5.16 | |
| 16 | Signs, labels, instruction manuals | Chapter 8 |
8 Marking, labeling, instructions for use
8.1 Marks
8.1.1 The product shall have a permanent mark in a conspicuous position: the name or trademark of the producer.
Note: Stainless steel vacuum components are excluded.
8.1.2 The product or the smallest sales package shall bear the following marks:
a) Trademark;
b) Product name and nominal volume;
c) the product liner, shell and stainless steel accessories in direct contact with food materials of stainless steel type and grade; d) insulation efficiency;
e) the implementation of product standard number and name;
f) producer name, address and contact number;
8.1.3 Storage and transportation graphic symbols on the box should be consistent with the provisions of GB / T 191, the receipt and shipment of signs should be consistent with the provisions of GB / T 6388, and there should be the following signs:
(a) Trademark;
(b) Product name and nominal volume;
(c) The implementation of product standard number and name;
d) The name, address and contact number of the producer;
e) The year and month of leaving the factory;
f) Quantity;
g) Net weight, gross weight, volume (length x width x height);
h) Fear of rain, upward, fragile items sign.
8.2 Labeling
The product label should have the following contents:
a) Trademark;
b) Certificate of Conformity (words) and inspector (signature or code);
c) production date;
d) producer’s name and address.
8.3 Instructions for use
Instructions for use should include the following:
(a) “Please read the instructions carefully before use”;
b) b) instructions for use;
c) warning terms;
d) d) Precautions;
e) Implementation of product standard number and name;
(f) The name, address and telephone number of the producer.
9 Packaging, transportation and storage
9.1 Packaging
9.1.1 Product packaging should be dry, intact, clean, with instructions, certificates.
9.1.2 Products using corrugated carton packaging should be consistent with the provisions of GB / T 6543.
9.2 Transportation
9.2.1 Transportation should be lightly loaded and unloaded, strictly prohibit throwing, rolling and trampling.
9.2.2 Transportation should be careful to prevent moisture, extrusion and rain.
9.2.3 It is strictly prohibited to ship with corrosive substances at the same time.
9.3 Storage
9.3.1 The product should be stored in a ventilated warehouse without corrosive substances and gases and with relative humidity less than 85%.
9.3.2 Keep the distance of the products from the wall above 200mm, and the distance from the ground above 100mm, and the height of the pile is not more than 3m.
Appendix A
(Informative appendix)
Product Structure
A.1
The structure type and part name of the stainless steel vacuum cup are shown in Figure A.1

Note:
1 – Mouth Diameter 2 – Body 3 – Bottom 4 – Lid
5 – Silicone Seal 6 – Outer Shell 7 – Inner shell
Figure A.1
Schematic diagram of vacuum insulated bottle structure
A.2
The structure type and part name of the vacuum insulated stainless steel water bottle are shown in Figure A.2.

Note:
1 – Outer Cover 2 – Plug 3 – Sleeve 4 – Body 5 – Mouth Diameter 6 – Strap 7 – Bottom 8 – Outlet Valve 9 – Inner Stoper 10 – Inner Lid 11 – Silicone Seal 12 – Handle 13 – Inner Shell 14 – Outer shell
Figure A.2
Schematic diagram of vacuum bottle structure
The structure type and part name of the stainless steel vacuum pot are shown in Figure A.3

Note:
1 – Lid 2 – Mouth Diameter 3 – Body 4 – Bottom 5 – Silicone Seal
6 – Handle 7 – Outer shell 8 – Inner Shell
Figure A.3 Schematic diagram of vacuum pot structure
Appendix B
(Normative appendix)
Product impact test method
B.1 Drop test (Drop impact test)
a)Fill the product with water at room temperature (5°C~35°C) and seal it, hang it vertically at a height of 400mm with a lanyard, and drop it on a fixed horizontal hard wood board with a thickness of more than 30mm in a static state. (Figure B.1 a)
b) Fill the product with water at room temperature (5°C~35°C) and seal it, hang it horizontally at a height of 400mm with a lanyard, and drop it to a fixed horizontal hard wood board with a thickness of 30mm or more in a static state.
Unit: mm

1. Vertical suspension
2. Horizontal suspension
Figure B.1: Schematic diagram of drop impact test
B.2 Swing impact test
Fill the product with water at room temperature (5°C~35°C) and seal it, fix it with a lanyard, keep it 400mm in length, lift it to a 45° angle, and hit a vertically fixed hard wood board with a thickness of 30mm or more.
Unit: mm

Figure B.2: Schematic diagram of swing impact test
Appendix C
(Normative appendix)
Test method for hot water resistance of silicone parts
C.1 Hot water resistance test
In addition, after placing it at normal temperature for 2 hours, check the naked eye for obvious deformation.

Note:
1 – Reflux Condenser 2 – Distilled Water 3 – Silicone parts 4 – Water
Figure C.1 Schematic diagram of hot water resistance test of silicone parts
Appendix D
(Normative appendix)
Test method for the assembling strength of handle and loops
D.1 Test for the assembling strength of handle and loops
Hang the product through the handle or lifting ring, and put a weight equivalent to 6 times the weight of the product full of water (including all accessories).
Hang it gently on the product as shown in Figure D.1, keep it for 5 minutes, and check the handle or lifting ring.
Unit: mm

Figure D.1 Schematic diagram of assembling strength test of handle and loops
Appendix E
(Normative appendix)
Test method of strap strength
E.1 Strap strength test
Unfold the strap to the longest point, then hang the product through the strap, and fill the product with water (including all accessories)
A weight of 10 times the weight should be lightly hung on the product as shown in Figure E.1 and kept for 5 minutes. Check the strap and its connection.
Unit: mm

1. Vertical suspension
2. Horizontal suspension
Figure E.1 Schematic diagram of strap strength test